How to avoid local overheating and modulus (M value) fluctuations during the production of Modulus (M): 3.4±0.1 powdered sodium silicate?
1. Overview of the production process of powdered sodium silicate and the impact of modulus fluctuations
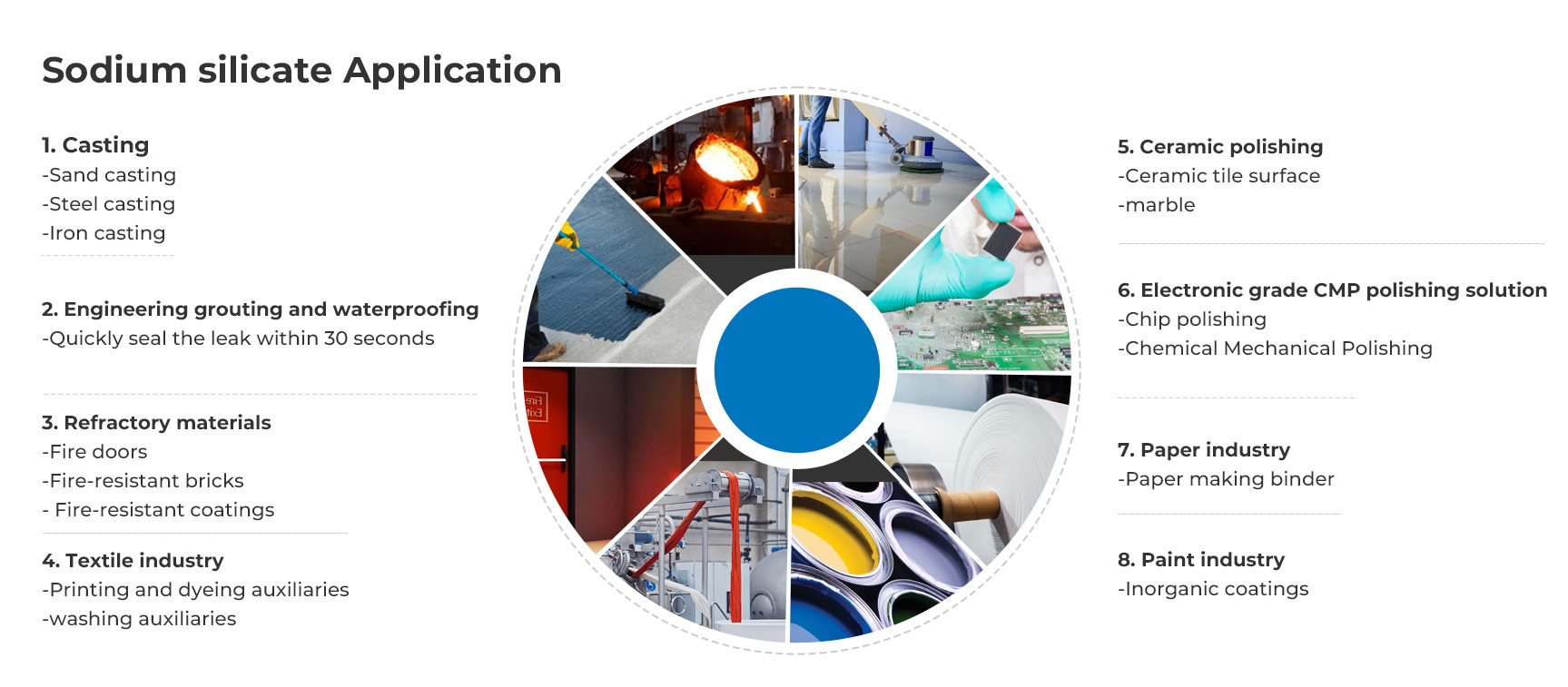
Powdered sodium silicate, as an important inorganic silicon chemical product, is made from liquid water glass through drying, spraying and other processes. Taking Tongxiang Hengli Chemical Co., Ltd as an example, its instant powdered sodium silicate HLNAP-4 model has the characteristics of modulus 3.4±0.1 and silicon dioxide content 61.0-65.0%, which is widely used in detergents, cement quick-drying additives and other fields. In the production process, modulus (M value) is a key indicator to measure product performance. It is the ratio of the amount of silicon dioxide to sodium oxide, which directly affects the solubility and cementation properties of the product. Local overheating is one of the important factors that cause modulus fluctuations. If the local temperature is too high during the production process, it will accelerate the polycondensation reaction of the sodium silicate solution, change the degree of polymerization of silicon dioxide, and then cause the modulus to deviate from the target value of 3.4±0.1, affecting the stability and consistency of product quality. Therefore, studying how to avoid modulus fluctuations caused by local overheating is of great significance to improving the production quality of powdered sodium silicate.
2. Analysis of the causes of local overheating in the production of powdered sodium silicate
(I) The influence of drying process equipment
In the drying process of powdered sodium silicate, commonly used equipment such as spray drying towers and fluidized bed dryers, if the equipment design is unreasonable or the operating parameters are improperly set, it is easy to cause uneven distribution of materials in the drying room, accumulation of materials in local areas or excessive residence time, thereby causing local overheating. For example, if the atomizer of the spray drying tower has poor atomization effect and uneven droplet size distribution, larger droplets fall quickly in the drying tower and may reach the bottom of the tower before being fully dried, while smaller droplets may stay in the high temperature area for too long, resulting in local overheating. In addition, the uneven flow rate and temperature distribution of the drying medium (such as hot air) will also cause uneven heating of different parts of the material, resulting in local overheating.
(II) Influence of material characteristics and processing process
As the raw material for the production of powdered sodium silicate, the concentration, viscosity and other characteristics of liquid water glass will affect the heat and mass transfer during the drying process. When the concentration of liquid water glass is too high and the viscosity is large, the atomization of droplets increases during the spray drying process, and it is easy to form larger droplets or liquid films, which makes it difficult to evaporate the internal water, and heat accumulates inside, causing local overheating. At the same time, during the pretreatment of raw materials, if the stirring is uneven, it may lead to local concentration differences in the material, and high-concentration areas are more likely to overheat due to poor heat transfer during drying.
(III) Influence of production process control parameters
If the control parameters in the production process, such as drying temperature, feed rate, drying time, etc., are set unreasonably or the control is unstable, it will also cause local overheating. For example, when the drying temperature is too high and the feed speed is too slow, the material stays in the high temperature environment for too long and is prone to overheating; while the feed speed is too fast, the material may not be fully dried in time, which not only affects the moisture content of the product, but also may cause local overheating due to the continued heating of some materials during the subsequent processing. In addition, if there are problems with the installation position and accuracy of the temperature sensor, it may not be able to accurately monitor the temperature changes in the local area, resulting in the control system being unable to adjust in time, thereby causing local overheating.
3. Key technical measures to avoid modulus fluctuations caused by local overheating
(I) Optimize the structure and operating parameters of the drying equipment
Optimization of the spray drying tower
Use a new type of atomizer, such as a composite atomizer that combines a centrifugal atomizer with an airflow atomizer, to improve the uniformity of the droplet size. The centrifugal atomizer can control the droplet size by adjusting the speed, while the airflow atomizer can perform secondary atomization on larger droplets, making the droplet size distribution more concentrated and reducing local overheating caused by uneven droplet size. For example, in the production practice of Tongxiang Hengli Chemical Co., Ltd, by introducing a composite atomizer, the proportion of droplet size distribution in the range of 50-150μm was increased to more than 85%, significantly improving the uniformity of the drying process.
Optimize the internal structure of the drying tower, such as setting a guide plate or distributor in the tower to guide the hot air to be evenly distributed and avoid eddy currents or local high-speed areas. The guide plate can make the hot air flow downward in a spiral shape, increase the contact time and uniformity between the hot air and the material, and reduce the adhesion of the material to the tower wall, reducing the risk of local overheating.
Reasonably set the position of the air inlet and outlet of the drying tower to ensure smooth flow of hot air and avoid dead corners. The air inlet can be distributed in an annular manner so that the hot air enters evenly from all sides of the tower, and the air outlet is set at the center of the bottom of the tower to ensure that the exhaust gas is discharged in time and maintain the stability of the air flow in the tower.
Optimization of fluidized bed dryer
Design a suitable fluidized bed structure, such as a multi-layer fluidized bed or an internally heated fluidized bed. The multi-layer fluidized bed can make the material dry in different layers in turn. Each layer is set with different temperature and air flow parameters to achieve gradient drying and avoid overheating of the material due to long residence time in a single layer. The internally heated fluidized bed sets heating elements such as heat pipes or steam coils in the bed layer to transfer heat directly to the material, improve heat transfer efficiency, reduce the amount of hot air, reduce energy consumption and the possibility of local overheating.
Optimize the air flow distribution plate of the fluidized bed to ensure that the air flow passes through the bed layer evenly. The opening rate, aperture size and distribution mode of the air flow distribution plate directly affect the uniformity of the air flow. A porous plate or a cone-shaped distribution plate can be used to make the air flow evenly distributed at the bottom of the bed layer to avoid channeling or dead bed phenomenon of the material, thereby reducing local overheating.
(II) Strengthen material property control and pretreatment
Optimization of raw material concentration and viscosity
Strictly control the concentration of liquid water glass and adjust the concentration to an appropriate range according to the requirements of the drying process. Generally speaking, the suitable concentration of liquid water glass for spray drying is 30 - 40°Bé. Within this concentration range, the atomization effect of droplets is better, the water evaporation rate is moderate, and the occurrence of local overheating can be reduced. If the concentration is too high, it can be adjusted by diluting with water; if the concentration is too low, it needs to be concentrated.
The viscosity of liquid water glass can be reduced by adding an appropriate amount of dispersant or surfactant. Dispersants such as sodium hexametaphosphate can be adsorbed on the surface of sodium silicate particles to prevent particle agglomeration, reduce the viscosity of the system, and improve the atomization performance. Surfactants such as sodium dodecylbenzene sulfonate can reduce the surface tension of the liquid, making it easier for droplets to be atomized into fine particles, improving drying efficiency and reducing heat accumulation.
Strengthening of material stirring and mixing
During the storage and transportation of raw materials, high-efficiency stirring equipment, such as a combined stirring method combining an anchor stirrer and a propeller stirrer, is used to ensure that the materials are stirred evenly and avoid local concentration differences. The anchor agitator can remove the material deposits on the bottom and wall of the tank, while the propeller agitator can generate strong axial flow, so that the material forms a circulation flow in the tank and improves the mixing uniformity.
For large-scale production, a static mixer can be set on the conveying pipeline to further enhance the mixing of materials. The static mixer consists of a series of fixed mixing elements. The material is continuously divided and recombined when passing through to achieve uniform mixing, ensure the consistency of the material characteristics entering the drying equipment, and reduce local overheating caused by uneven materials.
(III) Accurate control of production process parameters
Precise control of drying temperature
Adopt advanced temperature control systems, such as fuzzy PID control systems based on PLC, to achieve real-time monitoring and precise adjustment of drying temperature. Set up multiple temperature sensors in different areas of the drying tower, such as at the air inlet, the middle of the tower body, the air outlet, etc., to collect temperature data in real time and transmit the data to the PLC controller. The controller automatically adjusts the power of the heating element or the flow rate of hot air according to the preset temperature range and fuzzy PID control algorithm to keep the drying temperature within the range of ±2℃ of the set value to avoid excessive temperature fluctuations and local overheating.
Establish a temperature warning mechanism. When the temperature of a certain area exceeds the set upper limit, the system will immediately issue an alarm and automatically adjust relevant parameters, such as increasing the feed speed or reducing the heating power, to reduce the temperature of the area and prevent local overheating from further aggravation.
Coordinated control of feed speed and drying time
According to the processing capacity of the drying equipment and the characteristics of the material, the optimal feed speed and drying time combination is determined through experiments. The speed of the feed pump is controlled by variable frequency speed regulation technology to achieve continuous adjustable feed speed. During the production process, the degree of dryness of the material is monitored in real time through online detection equipment, such as detecting the particle size distribution of the product through a laser particle size analyzer and detecting the moisture content of the product through a moisture meter. According to the test results, the feed speed and drying time are adjusted in time to ensure that the material has enough time to complete the drying process in the drying room, while avoiding overheating due to long residence time.
For different models of powdered sodium silicate products, such as the HLNAP-4 model with a modulus of 3.4±0.1, due to the possible differences in their raw material composition and drying characteristics, personalized feed speed and drying time control plans need to be formulated. For example, when producing HLNAP-4, the feed rate can be controlled at 50-80L/h and the drying time can be controlled at 15-25min. The control accuracy can be further improved through the accumulation and optimization of actual production data.
(IV) Introducing advanced monitoring and analysis technology
Application of online monitoring technology
Install an online infrared thermometer to monitor the surface temperature distribution of the material during the drying process in real time. The infrared thermometer has the advantages of non-contact measurement, fast response speed, and high measurement accuracy. It can timely detect the abnormal increase of the local temperature of the material. By connecting the monitoring data of the infrared thermometer with the control system of the drying equipment, real-time early warning and automatic adjustment of local overheating can be achieved.
Use an online laser scattering particle size analyzer to continuously monitor the particle size changes of the material during the drying process. The particle size change can reflect the degree of drying and heating of the material. If the particle size of the material in a local area suddenly increases, it may indicate that the area is overheated, resulting in particle agglomeration. Modulus fluctuations can be avoided by timely adjusting the drying parameters.
Application of Process Analytical Technology (PAT)
Use near-infrared spectroscopy analysis technology to monitor the changes in chemical composition of materials in real time, such as the content ratio of silicon dioxide and sodium oxide, and indirectly judge the trend of modulus changes. Near-infrared spectroscopy analysis has the characteristics of rapidity, non-destructiveness, and real-time. It can continuously collect spectral data during the production process, and convert spectral data into chemical composition information through chemometric models to provide real-time feedback for production process control.
A mathematical model of the production process is established, and the drying process is dynamically simulated and predicted in combination with real-time monitoring data. Through the mathematical model, the influence of different process parameters on the temperature distribution and modulus of the material can be analyzed, and possible local overheating problems can be warned in advance, and the process parameters can be optimized to achieve optimal control of the production process.
4. Practice and Achievements of Tongxiang Hengli Chemical Co., Ltd
As an enterprise specializing in the production of inorganic silicon products, Tongxiang Hengli Chemical Co., Ltd attaches great importance to the control of modulus stability in the production of powdered sodium silicate. By optimizing and upgrading the drying equipment, such as using a composite atomizer and optimizing the internal structure of the drying tower, the uniformity of the droplet size has been significantly improved, and the local overheating phenomenon in the drying process has been reduced by more than 30%. At the same time, the stirring and mixing of the material pretreatment link is strengthened to ensure the uniformity of the concentration and viscosity of the liquid water glass, laying the foundation for the stable operation of the subsequent drying process.
In terms of process control, the company introduced a PLC-based fuzzy PID temperature control system and an online infrared thermometer to achieve precise control of the drying temperature and real-time monitoring of local overheating. By optimizing the matching of feed speed and drying time, combined with real-time monitoring of modulus by near-infrared spectroscopy analysis technology, the fluctuation range of modulus (M value) is controlled within ±0.05, which is far better than the industry standard ±0.1 requirement, and the product quality stability is significantly improved.
In addition, the company has also established a complete production process management system, strengthened employee training, and improved operators' awareness and handling capabilities of local overheating problems. Regular maintenance of production equipment ensures the normal operation of the equipment, further reducing local overheating and modulus fluctuations caused by equipment failures.
 English
English عربى
عربى Español
Español


 English
English عربى
عربى Español
Español")





")